Addressing the Big Elephant in the Room: Pricing Calculations
At Castmaster, we believe in a fair pricing structure for our customers. In the B2B space, especially when manufacturing parts for OEMs, pricing is not a one-way street. The purchaser and supplier jointly agree on a product's price. Our pricing structure is divided into three main parts: 1) Casting Price, 2) Machining Price, and 3) Packing and Forwarding. This article will focus on the first two factors, providing a detailed breakdown of the components involved in each. Please note the methodology followed is completely our own although some examples have been given along with citations from different articles.
1) Casting Price
The casting price is typically calculated as the casting per kg rate multiplied by the casting weight. The casting per kg rate is determined by several factors:
Weight of the Component: Heavier components may have different pricing dynamics due to the increased material usage and handling requirements. Where as the components which have lower weight than optimum weight for a foundry attract higher rates. For eg. the sweet spot of weight range in our foundry is 2 kg - 50 kg.
Bunch Weight of the Box: This includes the weight of the casting plus the runner, riser, and down sprue weights.
Yield: Calculated as total casting weight divided by bunch weight. Higher yields indicate efficient use of materials and lower wastage.
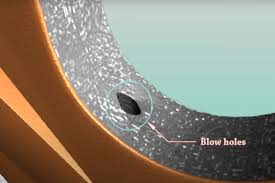
Rejection Rate: The percentage of components that do not meet quality standards. A high rejection rate increases costs due to wasted materials and rework. According to an article in Foundry Management & Technology, reducing the rejection rate through quality control can lead to substantial cost savings .
Core Cost: This depends on the core weight versus casting weight, the core material, and the process. For instance, a complex casting requiring a sand core will have higher core costs compared to a simpler design.
Order Quantity: Whether the order matches the Minimum Order Quantity (MOQ) of the foundry. Bulk orders often receive discounted rates due to economies of scale. An industry report by McKinsey & Company indicates that large orders can reduce per-unit costs by up to 15% .
Finishing Work: Costs for shot blasting, grinding, and reshot blasting. These processes ensure the casting meets surface finish requirements. An article in Modern Casting explains that the cost of finishing can vary based on the complexity and surface finish specifications. There could special cases where some dimensions are also maintained by manual hand held grinder operations, which we absolutely discourage and prefer maintaining them through the casting tool itself.
Inspection Cost: Costs for gauging and other inspections. These are crucial to maintaining quality standards. According to Quality Magazine, implementing rigorous inspection processes can reduce long-term costs by preventing defective products from reaching customers .
Overheads: Additional costs not included above, such as material testing, chemical testing reports, microstructure reports, inventory carrying costs, and material movement costs for further operations like machining or coating services. These are necessary to ensure the casting meets all required specifications.
2) Machining Cost
The machining cost is calculated by multiplying the Machine Hour Rate (MHR) by the cycle time, plus the overheads.
The MHR is determined by:
Type of Machine: CNC Turning Centre, VMC, HMC, Turno-mill, conventional lathe machine, etc., and its capacity in terms of size. Advanced machines with higher precision capabilities generally have higher MHRs. A report from SME.org highlights that selecting the appropriate machine type based on the operation's complexity can optimize costs. Say a part which has 3 setups on VMC can be machined in a single setup on an HMC.
Operation Criticality: Tolerances required by the drawing. Tighter tolerances increase machining time and cost. For example, a study by CIRP Annals found that achieving micron-level tolerances can significantly increase machining costs due to the need for specialized equipment and skilled labor and special inspection requirements.
Cycle Time: Calculated using mathematical formulas for material removal rate and the amount of material to be removed. It also includes setup time for job setting and handling time for each batch.
Overheads: A percentage dependent on inspection facilities, appropriate gauging requirements, and inventory carrying costs. Efficient inventory management, as discussed in a Harvard Business Review article, can reduce overhead costs by minimizing storage and handling expenses.
This ideal calculation is usually presented to the customer for approval, allowing for price amendments in the long run based on changes in raw material costs or other factors. This transparent pricing methodology helps gain customer trust, as trust is the cornerstone of business transactions. At Castmaster, we prioritize transparency and fairness in all our dealings, ensuring that our pricing structure reflects our commitment to quality and customer satisfaction.
References
Journal of Materials Processing Technology: Yield Optimization
Foundry Management & Technology: Reducing Rejection Rates
McKinsey & Company: Economies of Scale
Modern Casting: Cost of Finishing Work
Quality Magazine: Importance of Inspection
SME.org: Selecting the Right Machine
CIRP Annals: Micron-Level Tolerances
International Journal of Advanced Manufacturing Technology: Optimizing Cycle Time
Harvard Business Review: Inventory Management